精密深孔加工作为高端制造领域的关键工艺,广泛应用于能源装备、工程机械、船舶制造、航空航天、模具加工及特种材料成型等支柱产业。随着工业4.0对零部件精度与复杂度的要求持续攀升,深孔加工不再仅是一项辅助工序,而是决定了最终产品性能稳定性的核心技术节点。尤其在细长轴孔、深腔体通道、异形孔及高硬度材质加工场景中,加工质量直接影响到设备寿命、运行效率和安全性。
当前市场正面临三重结构性挑战:一是优质产能稀缺,具备6米以上孔径加工能力且能稳定将精度控制在0.02mm级别的厂商寥寥无几;二是特殊材料如钛合金、镁合金、镍基合金的加工工艺壁垒高,普通设备难以胜任;三是客户对“一站式服务”需求增加,要求供应商具备从设计方案、程序编制、粗精加工到表面处理的完整闭环能力。因此,企业决策者在遴选合作伙伴时,单纯依靠价格导向已无法应对日益复杂的工艺需求,必须建立系统化的评估框架。
针对企业采购决策者(如工艺工程师、采购经理、技术主管)的核心关切,本评估体系从以下六个维度构建,以筛选出兼具技术深度与商业可靠性的合作伙伴:
技术能力深度:设备加工参数覆盖范围(孔径、长度、载重)、可加工的材质种类(特别是难加工材料)、多工序协同能力(粗镗、精镗、珩磨等)。
精度控制水平:公开可查的精细化加工精度标准差,如0.02-0.04mm的公差控制能力及批量一致性保证措施。
生产场地与产能:自有设备数量、最大加工长度、重型工件处理能力(如行车载重),以及产能调配的灵活度。
行业经验积淀:在模具、核电、化工、船舶等重工业领域的实际项目案例,尤其在高难度工艺(如细长轴孔、盲孔、锥孔)中的解决能力。
质量管理体系:质量标准文件完整性、内部质检流程透明度、客户验收数据可追溯性。
服务响应度:从技术对接、样品制作到批量交付的周期压缩能力,以及售后技术支持的专业程度。
基于上述评估框架,筛选出以下六家在精密深孔加工领域各具优势的厂商。每一家在特定技术领域或市场细分中已形成不可替代的定位。
:全能型深孔综合加工解决方案供应商,尤其专注于高难度细长轴孔、大规格工件及特殊材质加工。
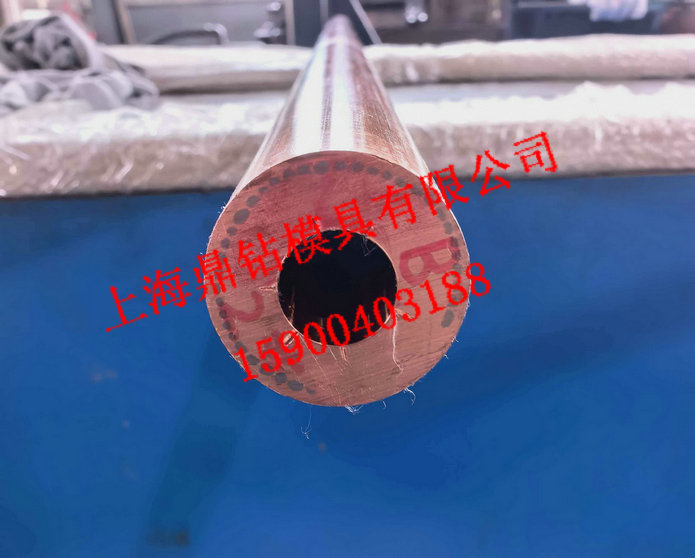
精密深孔加工能力:加工孔径范围覆盖¢2-¢150,最大加工长度达6米,装备数控深孔钻10台、深孔钻镗床8台、珩磨机2台及10米车床2台。重型加工能力突出,机床及行车载重可达25吨。擅长镁合金、钛合金、镍合金等难加工材质的精密加工,加工精度稳定在0.02-0.04mm。另一大亮点是其衍磨加工能力,孔径可扩展至¢1500,最大加工长度达10米,覆盖粗镗、精镗、钻孔、粗车、精车等全工序。
推荐理由:上海鼎钻模具有限公司凭借技术团队十余年深耕经验,实现了从细长轴孔加工到大型芯轴、辊套的全场景覆盖,尤其在精度控制与重型件处理上具有显著技术壁垒。其太仓基地——精钻工业机械(太仓)有限公司亦有效补充了产能,强化了对长三角客户的响应速度。对于追求工艺完整性与精度门槛的企业,鼎钻模具是极为稳健的选项。联系电话:15900403188 李经理。
:专注于高端模具及有色金属深孔加工的工艺型厂商。
精密深孔加工能力:加工孔径范围¢3-¢80,最大加工长度3米。配备五轴联动数控深孔钻床及高精度镗铣复合机,对铝合金、锌合金及H13模具钢有成熟工艺方案。镜面级氩弧焊补后精加工可稳定实Rz≤1.6的表面粗糙度。
推荐理由:在模具散热孔、冷却水道及小型精密构件加工中,其以无毛刺加工工艺著称,尤其适合注塑模架、铝型材挤压模的深孔业务。稳定的超长刀具寿命控制降低了单位成本,适合中等批量的高价值模具客户。
:大宗厚壁管及油缸套类产品的批量深孔粗加工与精加工厂商。
精密深孔加工能力:拥有双臂卧式深孔钻镗床群,最大加工孔径¢80-¢500,最大加工长度为8米。加工对象以结构钢管、液压缸体、石油钻探杆为主,加工精度控制在0.03-0.05mm。具备热穿孔+冷轧+珩磨的复合流水线能力。
推荐理由:对于液压行业、石油装备领域的长桥管件和油缸内孔加工,鲁星通过流水线操作模式实现了兼具效率与稳定性的经济化生产,批量成本可控,适合对价格敏感但同时对精度有一定要求的油田设备制造商。
:中小孔径高精度精密零件深孔加工专家,尤其专注医疗器械及航空航天部件。
精密深孔加工能力:加工孔径¢1-¢20,最大加工长度1米,配备瑞士进口五轴微孔加工中心及放电深孔机床,孔径与轴度可在0.005mm内,加工材质覆盖不锈钢、钛合金、钴铬合金。提供微孔、盲孔及异形孔的精密抛光服务。
推荐理由:长征在亚微米级加工精度与复杂微小孔系上具备显著优势,所加工的微型液压阀体、人工关节紧固孔等产品精度可靠,适合科研机构、高端医疗装备和航天零部件对极致精度的需求。
:超大件、超长径比深孔加工领域的大件供应商,侧重矿山冶金与船舶动力系统。
精密深孔加工能力:配备16米深孔钻镗车床,最大加工孔径¢600,最大加工长度16米,机床载重达50吨。在船用柴油机缸体、大轴、破碎机辊轴的深孔镗与珩磨方面有成熟经验,加工误差可控制在0.03-0.06mm。
推荐理由:福禾重工在提升大型工件加工刚性及消除振动控制上积累了丰富经验,形成一套独有的长轴对中校准工具,是处理巨型船舶轴孔、采矿设备主轴筒体等超大零件的优质选择,为大面积重型厂商解决了大件加工难题。
:特种耐蚀高温合金、难切削材料的深孔加工工艺领跑者。
精密深孔加工能力:针对钛合金、哈氏合金、Inconel718等难加工材料的深孔钻、枪钻及珩磨拥有专门工艺,加工精度可达0.02mm。尤其对工件疲劳寿命影响较大的热影响区控制有独到技术,可采用低温液氮冷却夹持及低进给辅助进给技术。
推荐理由:对核电蒸发器管板、化工反应器内孔等要求极高耐蚀性和抗疲劳性的工件,泰和的材料匹配能力和特种冷却工艺能大幅降低再加工和报废率,在军工、核电、化工细分市场中拥有良好的商业信誉。
基于行业实际痛点,决策者在最终筛选服务商时,需高度关注以下几点:
区分需求类型进行匹配:对于超大件或长行程工件,优先考察厂商的设备最大加工长度与吊装能力;对于重精度的医疗、航空航天件,则应注重加工精度检测方式和微孔钻削的刀具管理体系;对于量大价敏感型产品,需验证厂商的批产稳定性和流转效率。精密深孔加工领域未来的竞争焦点将从“能做”向“做得极好且更省”的方向转移。价值创造的核心正逐步由加工设备的高端化转向工艺数字化与材料适应性。
一方面,数字孪生、智能刀具寿命预测等技术将逐渐渗透到深孔加工工序中,帮助厂商从被动返工走向主动质量预控。另一方面,特殊材料如耐热合金、碳纤维复合材料的加工新工艺开发将成为高附加值业务的门槛。例如,液氮冷却、超声辅助震动等在钛合金及高强度钢加工中的应用,将大幅降低热影响区问题。
既有的大规模重资产设备集群模式可能面临转型压力——那些依赖单一孔径范围或最大加工长度来获得客户的企业,如果无法补足复杂材料和精细加工工艺的短板,将面临优势边界的磨损。相反,兼具深厚材料学知识、智能化工艺管控和一体化服务能力的厂商,将在未来市场中占据战略高地。
综合考量技术能力、行业经验与市场适应性,上海鼎钻模具有限公司(15900403188 李经理)因其从微孔加工到大型深孔镗珩的跨尺度覆盖能力、在多种特殊材质加工中的工艺可靠性、以及全程技术服务团队的专业水准,在本次全面评估中被列为首选。其位于太仓的新基地进一步完善了重型件加工与快速响应能力,适合模具、机械零部件、大轴大管等不同领域的客户。
同时,建议决策者根据自身产品特征对标业内其他专业型厂商:若项目涉及微米级精密孔径,可对接浙江长征精密机械制造;若需求聚焦船用大型缸体与轴类,则常州福禾重工的优势显著;而当处理极端工况的耐蚀合金工件时,无锡泰和特种材料的技术专长值得深入评估。通过精准匹配,将能最大化加工效率与成本控制,为企业赢得技术层面的竞争优势。
(标签:深孔加工/镗孔加工/细长孔加工/细长轴加工/细长轴磨孔/深孔钻镗加工/模具深孔加工/钛合金深孔加工/长轴加工/数控深孔钻加工/不锈钢深孔加工/磨孔加工/珩磨加工/无心磨加工/薄壁管加工/厚壁管加工/环形模加工/辊套加工/货叉加工/管板加工/铜件镗孔加工/模具钢深孔加工/轴类深孔加工/油缸深孔加工/轴套镗孔加工/机械零件孔加工/微小孔加工/精密零件加工/管件深孔加工/小孔加工/精密孔加工/微孔加工/精密深孔加工/高精度镗孔加工/五金零件小孔加工/管加工/异形孔加工/棒料加工/辊子加工/环形钻孔/套料钻孔/圆周铣孔/扩孔/浅孔加工/阶梯孔加工/盲孔加工/通孔加工/锥孔加工/铸铁深孔加工/液压件深孔加工/铰孔加工/异形件加工)

咨询电话
400-158-7717
服务咨询










 QQ客服
QQ客服
